Back Pressure Fault and Detection of Water Production in Reverse Osmosis Operation
I. Reverse Osmosis Membrane structure and back pressure formation mechanism
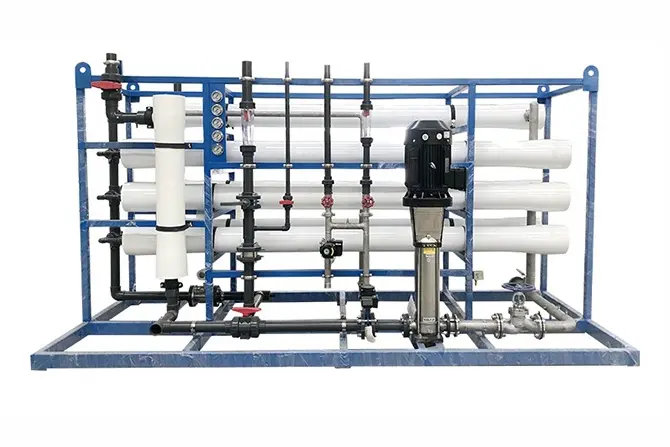
Typical reverse osmosis membrane elements adopt a three-layer composite structure: the bottom layer is a non-woven support layer with a thickness of about 100μm, the middle is a polyamide functional layer (PA layer) with a thickness of 45μm, and the top layer is covered with a protective layer of 0.2μm polysulfone. The PA layer forms a densely cross-linked network structure through the interfacial polymerization process, which is the core layer to realize the desalting function. Under normal working conditions, the inlet pressure should be maintained at 1.0-1.5MPa (depending on the water quality), and the water flow should permeate from the film surface to the production pipe.
When the system is shut down or the water production pipe is blocked, if the back pressure (water production side pressure) exceeds the inlet pressure of 0.05MPa, reverse osmosis will be caused.
The experimental data show that when the back pressure reaches 0.1MPa, the bond strength between the PA layer and support layer decreases by 40%, resulting in a significant increase in the risk of interlayer stripping. This phenomenon is particularly pronounced at the end of the system - the osmotic pressure accumulation on the end membrane element can be up to 2-3 times that of the front element so that approximately 78% of the back pressure damage occurs first in the end membrane element of the last segment.
II. Back pressure damage characteristics and detection methods
When back pressure damage occurs, the system presents the following typical characteristics:
Abnormal decrease in desalting rate: the desalting rate of damaged membrane elements can drop from 99.5% to below 95%
Surge in water production: Due to membrane structure damage, the water production of a single membrane may increase by 30-50%
Pressure difference fluctuation: the pressure difference between segments fluctuates more than 0.02MPa/h
On-site inspection can be performed in two ways:
Segment isolation method: Isolate the production pipe section by section, monitor the change in desalting rate, and lock the damaged section (error range ±5%).
Conductive probe method: 500V direct current is used to detect the conductive value of the membrane element, and the conductive value of the damaged point will increase to 3-5 times the normal value.
When the damaged membrane element was dissected, obvious physical damage was seen: parallel creases (spacing about 2-3mm) appeared on the outside of the production pipe, the PA layer showed "fish scale" peeling (the peeling area > 30% was judged as back pressure damage), and radial cracks appeared in the support layer.
III. the prevention and treatment of pressure damage
According to the American Membrane Technology Association (AMTA), 80% of back pressure injuries are due to system design defects, mainly reflected in:
Inadequate production pipe diameter (recommended flow rate < 1.0m/s), wrong check valve selection (recommended pressure loss < 0.03MPa), and missing shutdown protection procedures (should be equipped with automatic pressure relief devices).
There is no possibility of complete repair of damaged membrane elements. However, by strengthening the edge bonding process (20% more epoxy), the new anti-back pressure film element can increase the anti-back pressure capacity to 0.15MPa, with a corresponding cost increase of about 15%.
By optimizing the system design and strengthening the operation monitoring, the back pressure failure rate of the reverse Osmosis System can be reduced from 12% to less than 3% annually, significantly extending the service life of the membrane element to more than 5 years. This requires establishing a complete protection system in water quality pretreatment, pressure control, shutdown maintenance, and other links to ensure the continuous and efficient operation of reverse osmosis technology.